



Патрабаванні ўкаранення больш строгіх стандартаў па выкідах транспартных сродкаў і расходу паліва прывялі да таго, што ўся аўтамабільная прамысловасць імкнецца адпавядаць гэтым паляпшэнням.Для таго, каб паменшыць расход паліва і выкіды выхлапных газаў, традыцыйным метадам было зніжэнне вагі аўтамабіля.Такім чынам, блок цыліндраў з алюмініевага сплаву замест чыгуну ператварыўся ў тэндэнцыю развіцця.Акрамя таго, эфектыўнасць згарання рухавіка можа быць значна палепшана шляхам памяншэння трэння ўнутры рухавіка.Таму новая тэхналогія аўтамабільнага рухавіка «без гільзаў цыліндраў» прыцягнула ўвагу многіх вытворцаў аўтамабіляў.
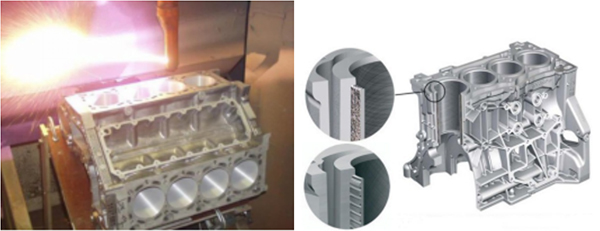
Тэхналогія без гільзаў цыліндраў аўтамабільных рухавікоў была дасягнута шляхам укаранення тэхналогіі тэрмічнага напылення.Нанясенне тэрмічнага напылення вырабляецца ў працэсе вытворчасці блока рухавіка.Спрэй наносіцца на паверхню папярэдне апрацаваных алюмініевых адтулін цыліндраў рухавіка.Спрэй дадае зносаўстойлівы пласт пакрыцця з нізкавугляроднага сплаву, які замяняе традыцыйную чыгунную гільзу цыліндру.Апрацоўка блокаў цыліндраў без гільз ўключае ў сябе наступныя агульныя кампаненты сістэмы і прымянення:
● ліццё
● чарнавая апрацоўка блока цыліндраў
● тэкстураванне-чарнавая апрацоўка адтуліны цыліндру
● папярэдні нагрэў паверхні
● тэрмічнае напыленне
● фінішная апрацоўка
● фінішная даводка
Асноўныя працэсы бесцыліндравай бесгільзавай тэхналогіі выконваюцца на кааксіальных паверхнях (двух цыліндраў, цыліндрычныя паверхні якіх складаюцца з ліній, якія праходзяць праз канцэнтрычныя акружнасці ў дадзенай плоскасці і перпендыкулярныя гэтай плоскасці) шляхам шурпатай апрацоўкі паверхні цыліндра.Гэта рэалізуецца:
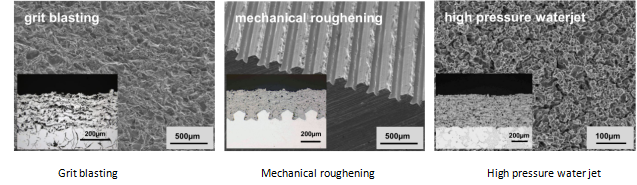
Мэтай шурпатасці паверхні з'яўляецца павелічэнне плошчы паверхні для фарміравання структуры паверхні, якая дазваляе механічна злучаць пакрыццё з паверхняй падкладкі, павялічыць сілу механічнага ўкусу пакрыцця да падкладкі і дадаткова актывізаваць і палепшыць паверхню Трываласць звязвання матэрыялу.Наданне шурпатасці паверхні выконваецца рознымі спосабамі, такімі як пескоструйная апрацоўка, механічная шурпатасць і шурпатасць пад высокім ціскам.Пескоструйная апрацоўка - гэта найбольш часта выкарыстоўваная апрацоўка шурпатасці, якая прымяняецца да шурпатасці ўсіх металічных паверхняў.
Пасля пескоструйной апрацоўкі металічныя паверхні можна ачысціць, зрабіць шурпатымі і стаць вельмі рэакцыйнымі.Затым гэтую шурпатую паверхню ачышчаюць безмасляным сухім паветрам пад высокім ціскам перад нанясеннем працэсу распылення.
Чарнавая апрацоўка (актывацыя паверхні) таксама можа быць зроблена з дапамогай машыны.І ёсць працэсы, пры якіх паверхні алюмінія надаюць пэўны контур.Гэта робіцца з дапамогай аднавосевага апрацоўчага цэнтра і выкарыстання ўстаўленых рэжучых інструментаў.Гэта аднаразовая апрацоўка для завяршэння характарыстык у эканамічна эфектыўным падыходзе.У выпадку старэйшага высокаабразіўнага чыгуннага цыліндру часта ствараўся празмерны знос інструмента, што рабіла гэта эканамічна непрымальным.
Апрацоўка бруёй вады пад высокім ціскам прымяняецца толькі да алюмініевага цыліндру і не прымяняецца да чыгуннага цыліндру.Водабразівны працэс не выкарыстоўвае дарагіх абразіўных матэрыялаў.Аднак непасрэднае нанясенне бруі вадкасці на паверхню падкладкі магчыма толькі тады, калі паверхня сухая.І нават тады значэнне шурпатасці паверхні адносна нізкае ў параўнанні з іншымі працэсамі.
Апрацоўка паверхні як ключавога працэсу ў безцыліндравай тэхналогіі непасрэдна ўплывае на трываласць счаплення і ўласцівасці пакрыцця.Такім чынам, вельмі важна звярнуць увагу на працэс шурпатасці паверхні пры выкарыстанні тэхналогіі без блока цыліндраў.Выбар адпаведнага метаду чарнавой апрацоўкі мае вырашальнае значэнне для дасягнення лепшай актывацыі паверхні і эфектыўнасці вытворчасці.
Час размяшчэння: 26 мая 2021 г



